




Indigo work to the future.
Watanabe's indigo color continues to evolve

I am from Yamagata, and my father worked as a tuna auctioneer at a wholesale market. My father told me growing up that craftsmen were unprofitable jobs, so you should get a stable job like a government employee, but I always had a longing for a craftsman's job.
I couldn't find what I wanted to do, so I met and talked with people from various industries and joined a trading company in Tokyo to find the path I wanted to take.
While I was busy working as a sales representative, I came across a special feature on indigo dyeing in a magazine and thought it looked interesting, so I looked for an indigo dyeing workshop in Tokyo and went there on my next day off.
On the day of the workshop, as I was dyeing indigo with my bare hands, I felt firsthand that "this is what I had to do”.
Four days later, I quit my job and started looking for a job as an indigo dyer.
I was hired as a Regional Development Cooperation and began my training, but it was a busy harvest season and I saw how much work there was. I found it difficult to do all the work by myself, so I talked with a colleague who was hired with me and we started BUAISOU.
BUAISOU. was engaged in the entire indigo dyeing business, from cultivation of the raw material indigo to SUKUMO making, dyeing, design, and production. As the number of members of the organization increased, I had to go out more and more to manage the organization and hold exhibitions, which meant that I was away from the field more and more. I myself had many things I wanted to try in terms of production and technology, such as what kind of soil and seedlings I should make to improve the color, so I became independent about five years ago when BUAISOU. got on track and established the current company, Watanabe's.
That's right. Until 12 years ago, when I started indigo dyeing, it was a common practice to divide the work between the AISHI and the SOMESHI, and it was highly unusual to do both.
When I told people that I wanted to do both AISHI and SOMESHI work, I received a variety of opinions from those around me. Some people said in a roundabout way that a young amateur, who knew nothing about indigo or its history, should suddenly come and do both. But there were also people who were very supportive. I am very grateful for their support. When I actually did it, I understood the reason for the division of labor.
However, I was more frustrated by the fact that I could not explain how this indigo was dyed from 0 to 10.
If I was going to do it, I wanted to do it from beginning to end, and I wanted to tell the story.

By integrating the entire process from production of raw materials to manufacturing, I was able to understand the profit margin in relation to the cost, and I realized that the AISHI, who make the raw materials of indigo dye, which is a primary industry, have little profit. I was shocked to learn that this has been the case since the Edo period. I can understand why the number of AISHI is decreasing, and as a result, sukumo, the raw material for indigo, is hard to procure. This is not a culture that can continue.
Nowadays, it has become mainstream to work as both an AISHI and a SOMESHI. I believe this is a necessary change in order to preserve the culture of indigo dyeing for the future.



NEDOKO ferments indigo leaves. the pile of dried leaves broke up in the KIRIKAESHI work is neatly arranged again and covered with a straw woven mat to protect it from the cold of winter.
It has long been believed that a god resides in this NEDOKO, and when the work is finished, the god is dedicated to it.
That's right.
The indigo leaves are harvested, dried, and then thermally fermented with water and oxygen (the bacteria in the leaves and soil) for about 120 days.
When I studied the types of indigo plants, I found that a variety of indigo found in South America was a legume, similar to the coffee tree. I thought it was interesting, so I explored the coffee production process to see if there was anything I could apply to making indigo.
Until then, indigo leaves were dried by spreading them out in a plastic greenhouse and periodically plowing the leaves so that the top and bottom were switched, but when I saw a picture of a coffee plantation in Costa Rica drying coffee cherries in a drum dryer, I thought this might be more efficient, so I asked a Japanese company to manufacture a dryer similar to that one. We have already conducted tests and plan to start using this dryer in our production process at the end of June this year.
Tests showed that not only was drying in a drum dryer more efficient, it also improved the quality of the indigo by allowing the leaves to rub against each other and undergo stress, which allowed the indigo color to come out better.
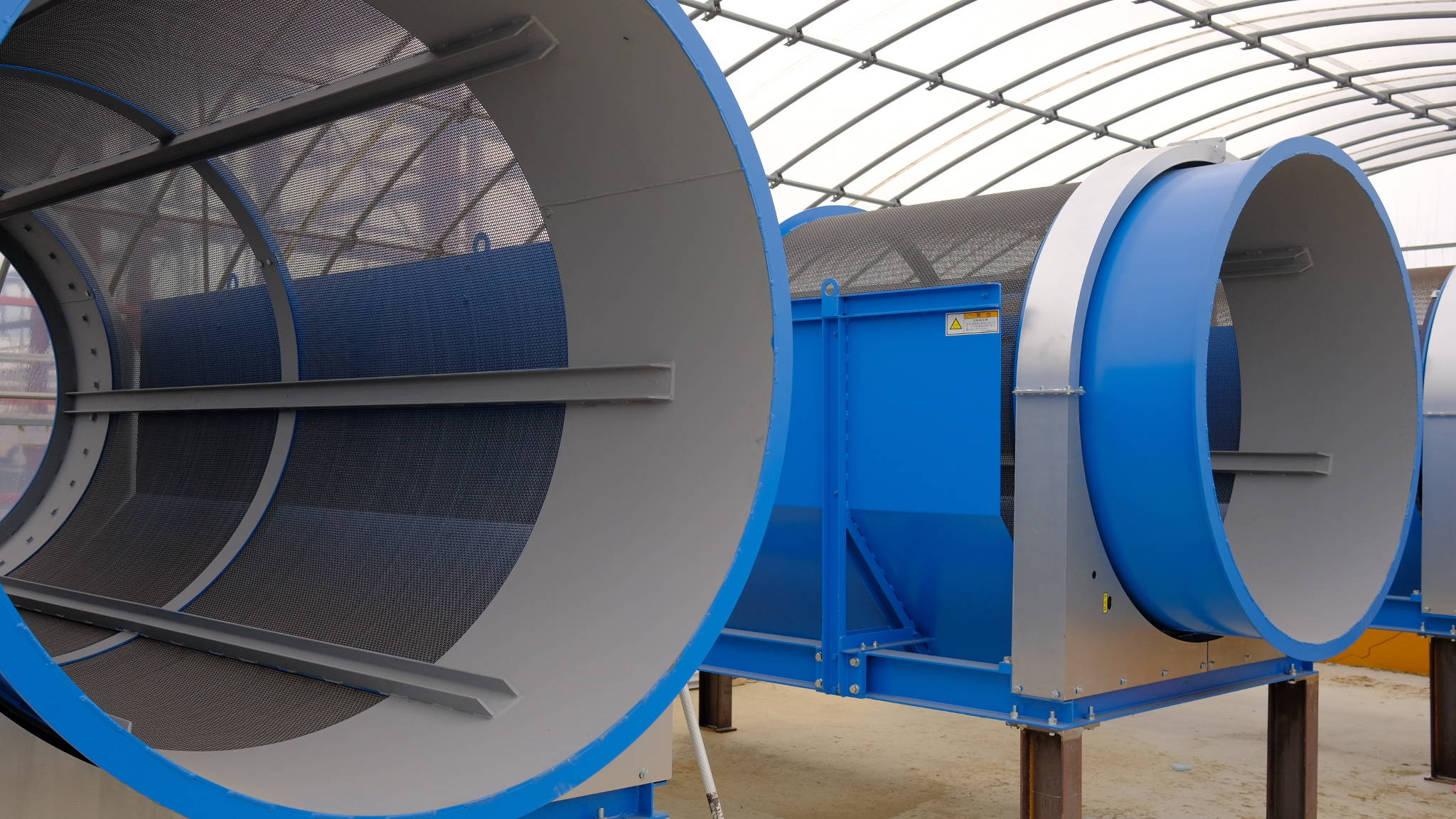
A drum-type dryer to be introduced in June for the process of making SUKUMO. Until then, indigo leaves were dried by hand in a plastic greenhouse in the high summer temperatures, but with the introduction of this dryer, a large number of leaves can be dried in about one full day.
The beauty of the colors that can be seen and felt is, of course, obvious, but I think it is also the ability to produce a wider range of colors. It is possible to produce colors ranging from very light to very dark.
In addition, it is important to note that the fermenting bacteria are healthy and the staining period is long-lasting.
The period of time that dye dye solution can be used after fermentation of dye made of dye made of dye leaves mixed with lye, shellfish ash, and bran (wheat skin) was about 6 months, but now it can be used for more than a year. Just like humans, indigo dye solution has a color quality that is commensurate with its age. The color gradually fades over a period of time, but the color does not become muddy. The longer the period, the greater the total amount that can be dyed, so the potential is considerably increased. I feel that the quality is improving year by year.

A dye solution made by fermenting a mixture of SUKUMO, lye, shellfish ash, and bran (wheat skin). The process of making the dye solution is called "AI WO TATERU”.
Coffee also tastes different depending on the skill of the person who brews it.
Indigo dyeing also changes color depending on the person who dyes. I place importance not only on the technical aspect, but also on always dyeing with a calm mind. It goes without saying that one must train one's technique, but I think it is very important to train one's mind.
For example, if I dye indigo with a bad feeling, the dyed color will not be good at all.
By letting the human ego pass through something that is beautiful in its natural born colors, the beauty of the output is lessened. It is of course beautiful if we can bring out the colors of nature 100% as they are. I believe that dyeing natural things through human hands can produce beautiful colors if the person who is the pipe between the two is always clean and unclogged, and if he or she remains unmindful.
The tenugui produced this time is quite innovative.
In the case of katazome (stencil dyeing), a stencil is made from a design, glued down, and dyed.
The design I received this time was too fine to be dyed using the stencil dyeing method, and the easiest way would have been to have the design modified or to choose the "Bassen" method, in which the colors are removed after dyeing all the fabric. If we used the bleaching method, I would have to use a bleaching agent, which would have damaged the fabric and weakened it, making it unusable for a long time. I wanted to express the original design as it was, so I consulted a screen printing maker to see if it would be possible to produce a silk-screening plate that could be used for stencil dyeing. As a result, I were able to produce a screen plate that could reproduce the detailed design and be used for katazome dyeing. The screen itself is now tougher than stencils, so it is harder to wear out and can be used more often.



These wooden holders are made of natural laurel wood, and the coloring differs depending on the part of the wood from which it was carved and the grain of the wood, so I dyed each one while checking the dyeing process with my eyes.
In order to minimize distortion of the holder during dyeing because it is a natural material, I shortened the soaking time in a thick dye solution, and instead of drying it all at once, I took the time to dry it slowly while maintaining its moisture content.


Rubbing with fingers to add color to areas that are difficult to color.

Holder dyed twice. The indigo coloring varies slightly depending on the part of the wood from which it was carved.

Indigo dyeing is still expensive and not affordable enough to be a part of people's daily lives.
I think customers already know that it takes a lot of time and effort as a way of communicating why it is expensive. I would like customers to know more about indigo dyeing, rather than just telling them that it takes a lot of time and effort.
Until now, information has been closed throughout the industry to protect our own knowledge and techniques, but I believe that by being open and increasing the level of knowledge of our customers, they will gain a better understanding.
And we, the makers, are reviewing the production process by mechanizing some parts of it, and constantly researching and experimenting to improve the quality even more, aiming for a realistic cost that can be close to the daily lives of our customers.
I believe that communication and mutual understanding between makers and purchasers are necessary for more people to use indigo-dyed products.

"I want to make even better sukumo and experiment with various dyeing techniques. There are many things I want to do. I probably won't have the answer in my generation, but I want to leave it as data for the next generation." says Mr. Watanabe.
Always thinking and challenging, Watanabe's indigo will continue to evolve.
Please see the special page for details and purchase of the tenugui and wooden holder produced by Watanabe's, as well as the limited color drippers produced for this collaboration project.
PROFILE
Watanabe's
Representative Kenta Watanabe
